The Journey from Lab Experiments to a Process Demonstrator
As presented in the blog earlier this summer, the assembly and commissioning of the demonstrator sorting system for refractory bricks has already started at LSA’s facilities in Aachen. As part of the ReSoURCE project, another demonstrator, handling refractory material with less than 5 mm particle size ,will also be designed and tested. This demonstrator is smaller than the one sorting bigger bricks and will have a more scientific approach. The demonstrator will be used to learn how sorting and handling of the fine fraction of spent refractories can be optimized.
The design phase of an industrial scale demonstrator has several stages, and many partners from the consortium are contributing with their knowledge and experience. At SINTEF, we are specialized in powder and particulate material handling and technology. Our contribution to the design of the demonstrator has been to recommend separation/classification technologies and to do calculations of design parameters for those systems.
Experimental testing is a useful method to test specific separation methods and to evaluate how efficient the method works before deciding on the final design. This is especially useful for complex materials where physical and chemical data is unknown and where a simulation exercise would be too complex. Initial powder characteristics analysis in the laboratory is the first step to get to know how the powder can be handled at industrial scale. The particle size distribution, flow properties and density are parameters used to decide which handling and classification equipment that could be suitable for the specific material.
Based on experience from powders with similar characteristics, available information in the literature and available test equipment, some classification methods were chosen for further testing. Real spent refractory material has been provided by RHI Magnesita and a representative test setup was then prepared. Different experimental parameters such as throughput, air velocities and feeding rates were tested, and samples from each test was used to evaluate the separation efficiency both for chemical differences and particle size separation.
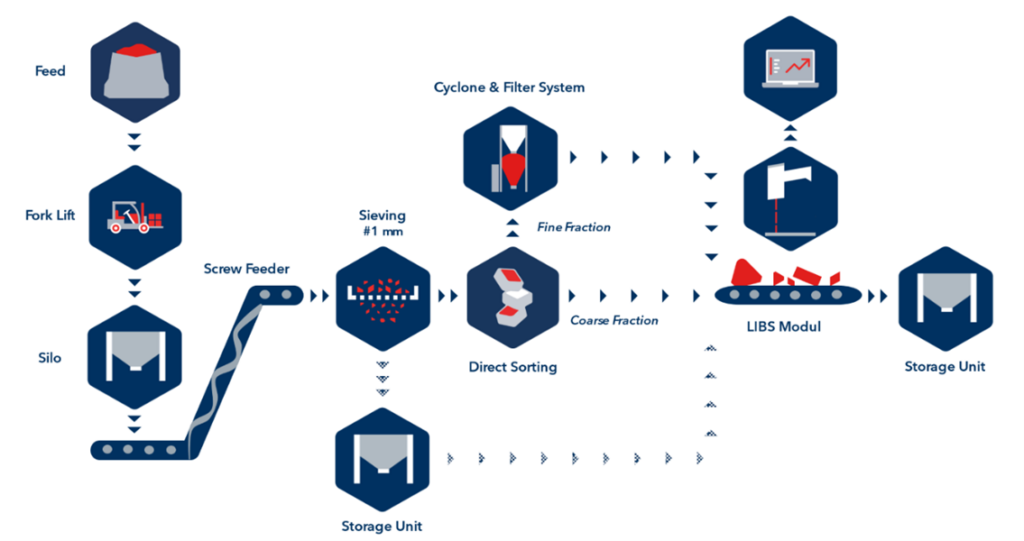
When the parameters for the throughput and separation process was evaluated, design parameters for rest of the demonstrator could be calculated. That included feeding systems, transport systems and collection system for the different powder streams. Using this input, everything can be put together in drawings and the search for suitable and available parts and suppliers can start.
Figure1: Draft of the most important elements and process steps in the demonstrator for refractory fines (<5 mm).

Authors’ Portrait
Kristin Søiland
Kristin Søiland is a research scientist at SINTEF Industry in Norway. She has a master’s degree in chemical engineering from the Norwegian University of Science and Technology, specialised in analytical chemistry. At SINTEF her main research areas are within circular economy and powder technology. Prior joining SINTEF she worked in a paint company developing more environmentally friendly coatings.